

Today, let us talk about what kind of valves are mainly used for the steam system pipeline. Before we introduce the valves, let us learn what steam is first and its function.
Steam is widely used in various industries. Typical applications for steam are, for example, condensation heated processes in plants and factories and steam-driven turbines in electric power plants. Still, the uses of steam in industry extend far beyond this.
Here are some typical applications for steam in the industry:
I . What kind of Steam?
Based on the various pressure and temperature, there are mainly Saturated steam and Superheated steam.
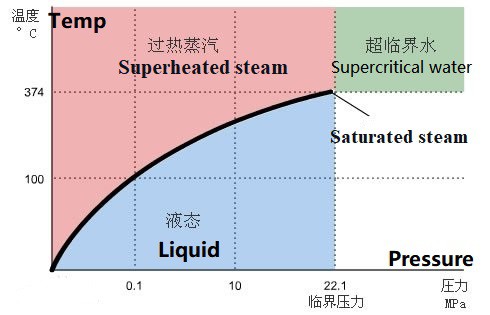
1.1 Saturated steam
When the liquid evaporates in a limited, confined space, the liquid molecules enter the upper area through the liquid surface and become vapor molecules. Because the vapor molecules are in turbulent thermal motion, they collide with each other and collide with the container wall and the liquid surface. When they collide with the liquid surface, some molecules are attracted by the fluid molecules and return to the liquid to become liquid molecules. .At the beginning of evaporation, the number of molecules entering the space is more than the number of molecules in the return liquid. As the evaporation continues, the space vapor molecules’ density increases, so the number of molecules in the return liquid also increases. When the number of molecules entering the space per unit time is equal to the number of molecules in the returning liquid, the evaporation and condensation are in a dynamic equilibrium state. At this time, although evaporation and condensation are still going on, the density of vapor molecules in the space no longer increases. The medium at this time is called the saturated state. The saturated state liquid is called saturated liquid, and its steam is called dry saturated steam (also called saturated steam).
Advantage and disadvantage of saturated steam
| Feature | Advantage |
Fast and uniform heating using latent heat | Improve product quality and production efficiency |
Control pressure can control temperature | Can quickly determine and control the temperature |
High heat transfer coefficient | The heat transfer area is required to be relatively small, which can effectively reduce the initial equipment investment. |
The raw material is water | Safe, clean and low cost |
The following points must be kept in mind when using saturated steam to heat products:
1. In the heating process, if dry saturated steam is not used, the product’s heating efficiency may be reduced. Contrary to common sense, the boiler’s steam is often not dry condensation but contains some water molecules that have not entirely evaporated steam.
2. The heat loss of thermal radiation causes some steam to condense so that the wet steam will be more humid, and condensed water will be formed. Therefore, a valve trap must be installed at the appropriate part of the pipeline to drain the condensate.
3. Heavy condensate will fall from the steam and be discharged by the trap at the bottom of the pipe, but the wet mist with small water droplets will still reduce the product’s heat exchange efficiency. Therefore, steam separators must be installed in certain parts of the pipeline.
4. As the friction of steam in the pipeline will cause pressure loss, and it will also cause a corresponding loss of steam temperature
1.2 Superheated steam
If the saturated steam is heated continuously, its temperature will rise and exceed the pressure’s saturation temperature. This kind of moisture above the saturation temperature is called superheated steam. Superheated steam has its application areas, such as turbines used in generator sets, passing through nozzles to the motor, and pushing the motor to rotate. However, superheated steam is rarely used in the heat transfer process of industrial processes. This is because superheated steam must be cooled to the saturation temperature before it is condensed to release evaporation enthalpy. Compared with the enthalpy of evaporation of saturated moisture, superheated steam is cooled to the saturation temperature. The heat released is minimal, which will reduce the performance of the process equipment.
Advantages and disadvantages of superheated steam heating To ensure that the condensate will not damage the drive equipment, superheated steam is generally used. For example, the superheat under low-pressure steam reaches a great specific volume, even in a vacuum, to improve thermal efficiency and working capacity. The obvious advantage of using superheated steam for both supply and discharge is that no condensed water is generated when the steam drives the equipment, effectively avoiding the danger of carbonic acid erosion and corrosion. Besides, a steam turbine’s theoretical thermal efficiency is related to its outlet and inlet’s enthalpy values. Therefore, increasing the superheated steam pressure is equivalent to increasing the enthalpy value in the steam turbine’s inlet direction, thereby effectively providing thermal efficiency.
Disadvantages of using superheated steam heating:
| Features | Disadvantage |
Low heat transfer coefficient | Low production efficiency |
| Need larger heat transfer area | |
Cannot control steam temperature through pressure control | Superheated steam should be transported at a higher speed. Otherwise, the heat will be lost, and the temperature will drop. |
| Use of sensible heat to transfer heat energy | The drop in temperature may have a negative impact on the product |
| Temperatures can be very high | Requires high initial investment due to the need to build robust equipment |
For these reasons, saturated steam is more suitable than superheated steam as a heat source in heat exchangers. On the other hand, it also has the advantage that high-temperature steam can be used as a direct heating source in an oxygen-free environment. Research is also underway on applying superheated steam in the food processing industry, such as cooking and drying.
II. What is the function of steam in the process industry.
2.1 Heating
Steam is typically generated and distributed at a positive pressure. That means the steam is supplied to the device at pressures over 0 MPa or 0 PSIG and temperatures more than 100°C or 212°F.
Heating positive pressure steam applications are common in food processing factories, refineries, chemical plants, etc. Saturated steam is used as the heating source for heat transfer equipment of process fluid, such as heat exchangers, reboilers, reactors, combustion air preheaters, etc.
In heat transfer equipment, steam raises the medium’s temperature by heat transfer, after which it turns into condensate and is discharged through a steam trap. Steam traps are automatic valve that filters out condensate (such as condensed steam) and non-condensable gases such as air without letting steam escape.
Superheated steam heated to 200 – 800°C (392 – 1472°F) at atmospheric pressure is particularly easy to handle and is used in the household steam ovens seen on the market today.
The use of steam for heating at temperatures below 100°C (212°F), traditionally the temperature range in which hot water is used, has grown rapidly in recent years.
When vacuum saturated steam is used in the same manner as positive pressure saturated steam, the steam temperature can be quickly changed by adjusting the pressure, making it possible to achieve precise temperature control, unlike applications using hot water. However, a vacuum pump must be used in conjunction with the equipment because reducing the pressure will not drop below atmospheric pressure. Compared with a hot water heating system, this system offers fast, even heating. The set temperature is rapidly reached without causing unevenness in the weather.
2.2 Propulsion and Drive
Steam turbines are necessary equipment for thermal power plants. To improve efficiency, technologies have been developed to use high temperature and high-pressure steam. Some thermal power plants use 25 MPa (abs), 610°C supercritical pressure steam in their turbines. To keep turbine equipment from being damaged by condensate, saturated steam should be avoided, so superheated steam is used in most cases. Conversely, high-temperature steam is prohibited in the nuclear power plant sector because it can cause material problems in the turbine equipment, so high pressure saturated steam is commonly used.
2.3 Cleaning and Sterilization
Due to its high temperature, purity, and impact effect, steam can decontaminate oil and viscose more quickly in steam cleaning. At the same time, no polluting chemicals are discharged into the environment. Saturated steam has a wide range of uses in the cleaning industry.
The saturated steam under high temperature and pressure dissolves the oil stains on the cleaned surface. It vaporizes and evaporates them so that the feeling swept by the saturated steam can reach the super-clean state. Simultaneously, the supersaturated steam can effectively cut into any small holes and cracks, stripping and removing stains and residues from them.
2.4 Moisturization
Steam is sometimes used to add moisture to a process while at the same time supplying heat. For example, steam is used for moisturization in paper production so that paper moving over rolls at high speed does not suffer microscopic breaks or tears. Another example is the pellet mills. Often, mills that produce animal feed in pellet form use direct-injected steam to heat and provide additional water content to the feed material in the mill’s conditioner section.
The feed softens the feed and partially gelatinizes the ingredients’ starch content, resulting in firmer pellets.
After we have a detailed understanding, let us introduce what valves are used in the steam pipeline.
III. What kind of valve mainly used for steam pipe system

3.1 Steam control valve
The function of the pneumatic control valve for steam application
The steam control valve is a device that will control the flow of fluid or vapor in any system. In the case of steam, the major applications are to reduce the inlet steam pressure for process application. However, in addition to controlling pressure, a steam control valve will also manage the temperature.
Boilers will typically work at high pressures, as the low-pressure operation will result in a carryover of water. High-pressure steam has a lower specific volume, which will allow pipes to carry less weight. In effect, the steam distribution becomes more comfortable and cheaper due to the cost reduction in piping and insulation. Industrial process applications use steam at a lower pressure. This is because the steam at low pressure has higher latent heat, which increases energy efficiency to a large extent. Steam pressure and temperature are related, and hence temperature is automatically controlled through the control of steam pressure. The reduction of steam pressure is also associated with the required plant safety. Steam pressure can be controlled by using Steam Control Valve.
A steam control valve is an essential part of the steam pipe control system. It is used compressed air as the power source. It contained the actuator, converter, solenoid valve, position-keeping valve, etc. With an electrical valve positioner and other accessories, they drive the valve to achieve switching or proportional adjustment.
It receives the industrial automation control system’s control signal to complete the adjustment of the flow, pressure, temperature, and other process parameters of the stream pipeline.
3.1.2 Control valve body type selection
Control valve body types are various. Commonly used body types are straight single-seat, straight double seat, angle, diaphragm, small flow, three-way, eccentric rotation, butterfly, sleeve type, spherical, etc. In the specific selection, the following considerations can be made.
· (1) Spool shape structure is mainly based on the selected flow characteristics and unbalance forces and other factors to consider.
· (2) Wear resistance when the fluid medium is a suspension containing a high concentration of abrasive particles. The internal material of the valve should be hard.
· (3) Corrosion resistance As the medium is corrosive, try to choose a simple structure valve.
· (4) the medium temperature, pressure when the medium temperature, pressure, and significant change, should be selected spool and seat materials by the weather, pressure changes in the small valve.
· (5) prevent flashing and cavitation flashing and cavitation only in liquid media. In the actual production process, flash and cavitation will form vibration and noise, shortening the valve’s service life, so the valve should be selected to prevent the valve from flash and cavitation.
3.1.3 Control valve actuator selection
· Control valve actuator selection To make the control valve work properly, the mating actuator should produce enough output force to ensure a high degree of sealing and opening of the valve.
· For double-acting pneumatic, hydraulic and electric actuators, there is generally no reset spring. Therefore, the key to choose the actuator is to find out the maximum output force and the rotating torque of the motor. For single-acting pneumatic actuators, the output force is related to the opening degree of the valve. The emergent pressure on the regulating valve will also affect the motion characteristics, so it must establish the force balance in the whole opening range of the regulating valve.
Determination of actuator type: After the actuator’s output force is determined, the corresponding actuator is selected according to the process’s requirements. For the site with explosion-proof requirements, pneumatic actuators should be used. From the aspect of energy saving, an electric actuator should be used. If the adjustment precision is high, the liquid-acting actuator can be chosen. The transparent machine’s speed adjustment in the power plant, temperature adjustment control of the catalytic device reactor in an oil refinery, etc.
· The mode of action of the control valve is only available when the pneumatic actuator is selected. The method of action is formed by combining the actuator’s positive and negative motion and the valve. There are four types of combination, namely positive and positive (air off type), positive and negative (air on the type), anyway (air on the type), negative and negative (air off type), through these four combinations to form the regulating valve mode of action of air on and air off two. For the choice of regulating valve mode of action, mainly from three considerations
· ① process production safety · ② media characteristics
· ③ to ensure product quality, economic losses are minimal.
3.1.4 Steam control valve installation

Steam control valves are best installed with the working piston’s upper end in the lower part of the horizontal line. The temperature sensor can be installed in any position, and the entire length must be immersed in the controlled medium. Installation area and operation
3.3 Main
Steam control valves work accurately and usually to ensure the process equipment’s regular operation, and safe production has a vital significance. Therefore, it is necessary to strengthen the maintenance of pneumatic control valves.
The critical inspection parts during the inspection
Check the inner wall: in the high-pressure difference and corrosive media occasions, the inner wall of the valve body, diaphragm valve diaphragm is often subject to the impact of the medium and corrosion, must focus on checking the pressure and corrosion resistance.
Check the valve seat: due to the work of the medium infiltration, the inner surface of the thread used to fix the valve seat is susceptible to corrosion and makes the valve seat slack.
Check the spool: the spool is one of the moving parts of the control valve, by the media erosion is more serious, maintenance to carefully check whether the spool parts are rusted, wear, especially in the case of high-pressure difference, the spool wear caused by cavitation phenomenon is more serious. The seriously damaged spool should be replaced; check the seal packing: check whether the packing asbestos rope is dry, such as polytetrafluoroethylene packing, should pay attention to the aging and its mating surface are damaged.
Check whether the rubber film in the actuator is aging and whether there is a cracking phenomenon.
3.2 Steam butterfly valve

For a Steam pipeline, if the working pressure is below 6.4 MPA, a butterfly valve can be used. And as the operating temperature is high, it is suggested to select a metal seal steal butterfly valve. The body can be WCB or stainless steel. When installation, please note the flow direction. The pipeline should keep clean to avoid the welded slag left in the seal.
3.3 Steam gate valve

The steam gate valve is mainly to cut off and open the flowing fluid in the steam pipeline.
Steam gate valve opening and closing part is the gate. The direction of movement of the gate is perpendicular to the fluid’s direction, and the steam gate valve can only be fully open and fully closed, can not be used for regulation throttling.
It has a compact structure, good design, good rigidity of the valve, smooth passage, and small flow resistance coefficient. The sealing surface is made of stainless steel and hard alloy for long service life.
There are pneumatic steam gate valves, electric steam gate valves, hydraulic steam gate valve, manual gate valve.
The advantage of steam gate valve
1. The steam gate valve body just adopted high-quality imported steel, a high temperature, high pressure, cold, wear-resistant features
2.The sealing material of the steam gate valve is mainly a hard metal seal. Using high-quality metal, fair processing can achieve the effect of wear-resisting, pressure-resisting, and temperature-resisting.
3.The sealing surface of the steam gate valve is treated with superior lubrication, and the ball’s friction loss is small, with long service life.
4. The fluid resistance is small, the sealing surface of the medium by the gouging and erosion is small.
5. It is less effort to open and close. Media flow direction is not restricted, no disturbance, no pressure reduction.
6. Simple shape, short structure length, fair manufacturing process, suitable for steam.
3.4 Steam Ball Valve

Steam ball valves are ball valves used in steam pipelines, mainly used in steam pipelines to cut off, distribute, and change the steam flow direction. Steam ball valves are mainly used in various high-pressure medium transmission pipelines in chemical, metallurgical, petroleum, pharmaceutical, and other industries.
Steam ball valve working principle The working principle of the ball valve is to make the valve open or closed by rotating the valve clutch. The ball valve is light to switch and small size, which can be made into a large caliber.
Steam ball valves’ main feature is their compact structure, easy to operate and maintain, suitable for general working media such as water, solvents, acids, natural gas, and suitable for harsh working conditions, such as oxygen hydrogen peroxide, methane, and ethylene. The ball valve body can be integral or combined. This type of valve should be installed in the horizontal direction of the pipeline.
The steam ball valve closes tightly with only 90 degrees of rotational operation and very little rotational torque. The completely equal body cavity provides a straight flow path with little resistance to the medium. The ball valve is generally considered suitable for immediate opening and closing, but recent developments have designed it for throttling and flow control.
The choice of seat material determines the operating conditions of a particular ball valve. Although new seat materials are continually being developed, the main types of ball valves for steam are listed below.
Ball valve Applied steam pressure and temperature
| Applied steam pressure and temperature | Seat Material | Max working temperature |
| 13barg saturated steam pressure | PTFE | 200OC |
| Reinforced PTFE | 230OC | |
| 25barg saturated steam pressure | PEEk | 250OC |
| 40bargsaturated steam pressure | Metal | 1000OC |
3.5 Steam Globe Valve

Steam globe valve also calls bellow steam globe valve.
Under high temperature, the stem does not contact the medium, ensuring zero leakage of the stem. Also, ensure enough strength and toughness to open and close tens of thousands of times. The handwheel is ergonomically designed for longer service life and easy and convenient operation. The steam globe valve’s opening and closing parts are plug-shaped valve flaps with a flat or tapered sealing surface. The flaps move in a straight line along the fluid’s centerline, called a shut-off door, which is the most widely used kind of valve. It is popular because of the small friction between the sealing surfaces during opening and closing, more durable, short opening height, easy manufacturing, convenient maintenance, not only for low and medium pressure but also for high pressure. Widely used in food, medicine, petroleum, chemical, natural gas, steel, environmental protection, paper, and other transport pipelines to do media cut off or circulation.
3.6 Steam Check Valve

The steam Check valve is also known as a single-way valve. Its role is to prevent the backflow of media in the steam pipeline. Water pump suction off the bottom valve is also in the check valve class. The opening and closing parts rely on the steam flow and force to open or close to prevent the steam check valve’s backflow. Check valves in the automatic valve class, mainly used in the medium one-way flow of the pipeline, only allow the medium to flow in one direction to prevent accidents.
The steam check valve applies to the nominal pressure PN1.6-4.0Mpa, working temperature -29~350℃.
Steam check valve chooses spring reed pressure check valve is better, can achieve tight sealing.
Advantage of BCST Steam check valve
1. The opening and closing parts of the steam check valve are subjected to strict non-return experiments in production, which can play a complete non-return role.
2. The steam check valve parts are processed by special polishing. The seals are made of imported materials to reduce the noise in the check process, which is environmentally protected and energy-saving.
3. The sealing surface of the steam check valve’s valve flap and the seat is made of carbide spray welding of different hardness—seal reliable, high hardness; wear-resistant and high temperature, good anti-scratch performance, long life.
Note of installation steam check valve
Check valve must be installed in the pump outlet, outlet control valve before the location to service the check valve. The first general pump outlet is a soft connection (shock absorber), followed by a check valve, followed by a shut-off valve (such as a butterfly valve, gate valve, globe valve, etc.).
1.when placing the pipeline, please pay attention to the direction of passage of the clamped check valve and fluid flow direction; installed in the vertically placed channel, for horizontally placed pipelines, vertically placed counter clip check valves.
2.Use an expansion tube between the clamp-on check valve and the butterfly valve, and don’t connect it directly to other valves.
3.within the operating radius of the valve plate, avoid adding pipe joints and obstructions; do not install a reducer in front of or behind the counter clip check valve.
4. when installing a counter-clamp check valve near an elbow, be careful to leave a large enough space.
1. When installing a counter-clamp check valve at the pump outlet, flow out at least six times the valve diameter to ensure that the butterfly plate is finally subjected to fluid action.
3.7 Steam Trap
Steam traps’ essential function is to discharge air and cold non-condensable gases from steam systems and condensate generated after steam use as soon as possible and to prevent leakage of steam automatically.
3.7.1 Working principle
The inverted bucket steam trap uses the working principle of density difference between condensate and steam. The internal structure is a lever system connected to the inverted bucket to overcome the steam pressure switch inside the inverted bucket trap is an inverted bucket as a level-sensitive part, and the opening of the inverted bucket is downward. When the device is first started, air and low-temperature condensate appear in the piping. At this time, the trap is fully open, air and low-temperature condensate are quickly discharged, and the device soon raises the temperature. When steam enters the inverted bucket, the bucket generates upward buoyancy, and the lever connected to the bucket drives the valve center to close the valve. A small hole is opened on the inverted bucket, which can automatically discharge air. When part of the steam is discharged from the small hole, another part of the steam generates condensate, the inverted bucket loses buoyancy and sinks downward. The inverted bucket lever drives the valve to open the valve. When the steam enters the inverted bucket again, the valve closes again, and the cycle of work is intermittent drainage.
3.7.2 Function of steam trap
1. The steam trap is installed between the steam heating equipment and the condensate return header. When the trap is turned on, the bucket is at the bottom, and the valve is fully open. Condensate enters the trap and flows to the bottom of the bucket, filling the valve body and completely submerging the bucket. Then, the condensate is discharged to the return collection pipe through the fully open valve.
2. Steam also enters the trap from the bottom of the barrel and occupies the barrel body’s top, creating buoyancy. The barrel slowly rises and gradually moves the lever toward the valve seat until the valve is closed. Air and carbon dioxide gas collect at the top of the trap through the bucket body’s small vent hole. Any steam discharged from the vent hole will condense due to heat dissipation from the trap.
3. When the incoming condensate begins to fill the bucket, the bucket begins to exert a pull on the lever. As the condensate level continues to rise, the force generated increases until it can overcome the pressure differential and open the valve.
4. When the valve begins to open, the differential pressure acting on the valve flap will decrease. The bucket will drop rapidly, allowing the valve to open fully. The non-condensable gas accumulated at the top of the trap is discharged first, followed by the condensate discharge. Water flowing out of the bucket body drives dirt out of the trap with it. While condensate is discharged, steam starts to enter the trap again, and a new cycle begins.
3.7.3 Advantage of using steam traps
The main benefit of using steam traps is to prevent vapor blockage and water hammer. Condensate at lower levels of piping and heating equipment without traps can block the streamflow or even cause a water hammer. The purpose of a trap is to automatically remove steam condensate and non-condensable gases, such as air, steam piping, heating equipment, and prevent steam leakage. The steam trap’s ability to block and discharge steam allows steam heating equipment to supply heat evenly, making full use of the latent heat of steam to prevent steam blockage and water hammer in the steam piping.
1.Smaller steam loss; 2.Long life, reliable performance;
3.Corrosion resistance; 4.Can discharge air;
5.Can discharge carbon dioxide gas; 6.Can work under back pressure;
7.Able to prevent dirt clogging
If the trap meets all of the above requirements, then the steam system will.
1. Reduce cold start-up time;
2.Improve steam heat transfer efficiency so that the equipment can reach high temperatures;
3. Achieve high equipment capacity; 4.Get good fuel efficiency;
5.Reduce the cost of labor required per unit of output;
6.Reducing the amount of maintenance and increasing the trouble-free working life.
V. Y43 type Pilot piston Pressure Reduced Valve

Y43H/Y type pilot piston type pressure reducing valve for steam is a pilot piston type pressure reducing valve. It is composed of two parts: the main valve and the pilot valve. The main valve is mainly composed of the valve seat, valve disc, piston, cylinder sleeve, spring, and other parts. The pilot valve is mainly composed of the valve seat, valve disc, diaphragm, spring, adjusting spring, and other parts. The outlet pressure is set by adjusting the regulating spring pressure, and the diaphragm is used to sense the change of outlet pressure, and the size of the overflow area of the throttling part of the main valve is adjusted by driving the piston through the opening and closing of the pilot valve to achieve the function of pressure reduction and stabilization. This product is mainly used for steam pipeline, super pressure reducing, and stabilizing function.
Pressure reducing valve is a valve that reduces the inlet pressure to a certain required outlet pressure through regulation and relies on the energy of the medium itself to keep the outlet pressure stable automatically. From the viewpoint of fluid mechanics, pressure reducing valve is a throttling element whose local resistance can be changed, i.e., by changing the throttling area, the flow rate and kinetic energy of the fluid are changed, resulting in a different pressure loss, thus achieving the purpose of pressure reduction. Then rely on the control and adjustment system regulation, so that the fluctuation of pressure after the valve and spring force balance, so that the pressure after the valve in a certain error range to maintain a constant.
4.1 Working principle
Principle of action: The pressure reducing valve relies on the local resistance to water flow in the valve flow channel to reduce water pressure, and the range of water pressure drop is automatically adjusted by the difference in water pressure between the import and export on both sides of the film or piston connected to the valve flap. The principle of fixed ratio pressure reduction is controlled by using the water pressure ratio of the floating piston in the valve body. The pressure reduction ratio at the import and export end is inversely proportional to the piston’s area ratio on the import and export side. This kind of pressure reducing valve works smoothly without vibration; there is no spring in the valve body, so there is no spring corrosion, metal fatigue failure; the sealing performance is good without leakage, so both the dynamic pressure reduction (when the water flows) and static pressure reduction (when the flow is 0); in particular, the water flow is not affected at the same time of pressure reduction.
Working principle: pressure reducing valve is used to control the opening of the opening and closing parts of the valve body to regulate the medium’s flow. The pressure of the medium will be reduced. In contrast, the role of the pressure after the valve to adjust the opening and closing parts of the opening and closing parts so that the pressure after the valve to keep within a certain range, and in the valve body or after the valve sprayed into the cooling water, the temperature of the medium will be reduced, this valve is called pressure reducing and temperature reducing valve. Pressure reducing valve quick and easy automatic selection has been included. In the case of constant changes in the inlet pressure, the characteristics of this valve maintain the outlet pressure and temperature values within a certain range.
4.2 Advantage of using pressure reduced valve
Although the steam flow through the pressure reducing valve has a large heat loss, it is still energy-saving because it reduces the waste of steam, makes the system flow distribution reasonable, and improves the system layout and working conditions. In steam, a pilot piston type pressure reducing valve or pilot bellows-type pressure reducing valve should be used. For the convenience of operation, adjustment, and maintenance, pressure reducing valves should generally be installed in the horizontal pipeline.





