Professional Pneumatic Discharge Valve Providers
- Easy to operate with flexibility and reliability
- Simple maintenance and easy replacement
- Wide range of applications
- Environmental protection and energy saving
- Economical and efficient
- High safety
Get in Touch with Us
A Reliable Pneumatic Discharge Valve Supplier In China
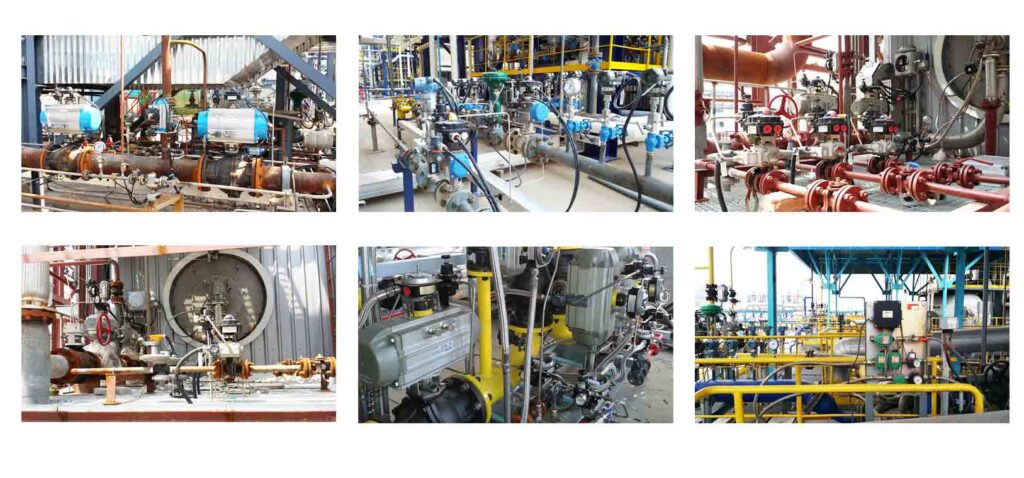
Pneumatic discharge valve has a wide range of applications in chemical, petroleum, metallurgy, pharmaceutical, pesticide, dyestuff, food processing and other industries. It is suitable for a variety of operating modes, such as manual, pneumatic (spring reset type, double-acting type, with and without handwheel), electric, hydraulic, gear, etc. It can be used to deal with particles, oil, pulp, carbon dioxide and other media
BCST - A Top Rated Pneumatic Discharge Valve Suppliers In China
The advantages of pneumatic discharge valves also include environmental protection and energy saving, economic efficiency and high safety. Its design takes into account ease of operation, ease of maintenance and sealing reliability, thus ensuring stable operation of the valve in various environments.

Pneumatic Diaphragm Discharge Valve

Pneumatic Piston Discharge Valve

Pneumatic Bottom Discharge Valve
One Stop Pneumatic Discharge Valve Solution from China
BCST is a professional manufacturer with 20 years of experience in Pneumatic discharge valves, control valves, butterfly valves, ball valves, gate valves, and valve accessories, similar to selectors and positioners. BCST is a registered global brand, substantially concentrated on instrumentation and control valves.
We supply a one-stop result for inflow dimension and control result. BCST has cooperated with transnational brands like Rotork, Siemens, ABB, and China National Petroleum Corporation. Our products are exported to over 100 countries worldwide.
BCST has enough raw materials in stock and professional technical staff that can quickly realize your unique requirements. In addition, BCST has over 20 times of product history and ten times of export experience. BCST gives you the best result for Pneumatic discharge valves.
Welcome to send us an inquiry.
BCST Pneumatic Discharge Valve Quality Control








Get the Latest Catalogue Now!
Why Purchase Pneumatic Discharge Valve From BCST

- Material test certificates
- Performance test procedure
- Hydrostatic test reports
- Seat leakage and actuator leakage test
- Radiographic test reports
- Liquid Penetration test reports
- Sound Noise Reduction
- Anti-Cavitation Valve Trims
- Outstanding Vibration
- High-pressure Rating
- Big size Available
- Digital Isolation Solution
- Sound protective packaging


Pneumatic Discharge Valve -FAQ
BCST is the Chinese manufacturer and supplier of various valves, including pneumatic discharge valves. It is specialized in producing high-quality pneumatic discharge valves. Along with the increasing valve production capacity and satisfying the clients’ needs, there are advanced machinery and equipment to deliver high-quality results.
What are the types of discharge valves?
Upward design discharge valves:
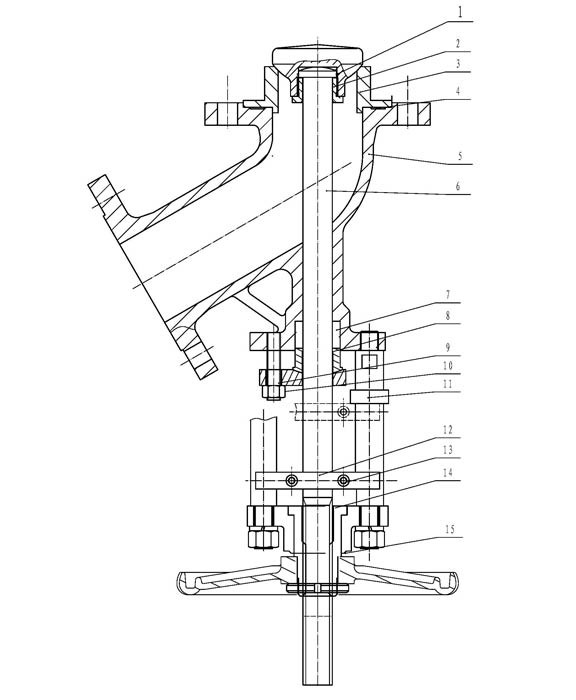
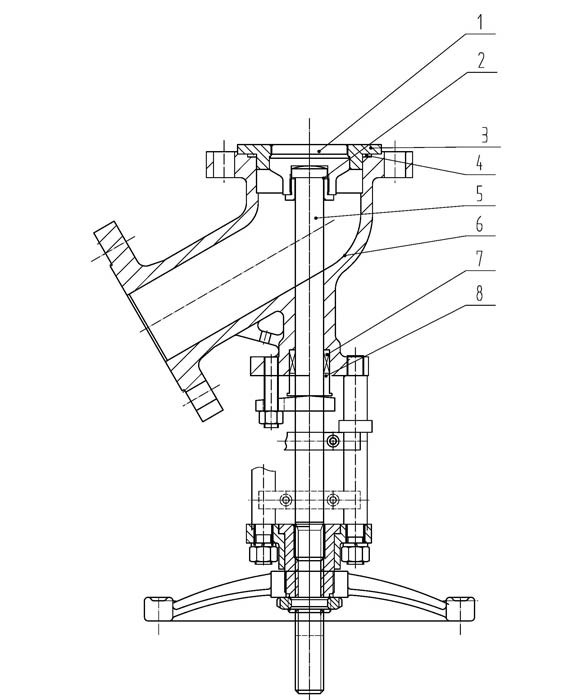
It is the movement of the valve’s disc in the upward direction. Whenever the valve opens, the direction of the movement is similar to the force, so the moment of the opening is smaller than the closing one. When the upper valve opens completely, the spool starts extending inside the tank and upswing starts moving in the valve’s body just like the typical globe valve. The working principle of the upward design of the discharge valve is the upside of the valve’s disc. It starts eliminating the residue of the medium at the base of the container. Mostly, its installation is in the pot where the reaction takes place along with the type of slurry, turbine or agitator. Whenever the valve opens, the primary can of the valve cannot go near the reaction pot, so there is a vigorously discharge of the material. The effect of the discharge is good enough so the material doesn’t accumulate at the bottom of the container.
Downward design discharge valves:
The use of a downward design discharge valve is for reacting in the kettle’s discharge of the anchor (frame type) agitator. Whenever it opens completely, the spool starts extending towards the tank. This type is mainly for the plunger (the valve’s disc) and opening, and directing the movement. The medium force remains the same, and the moment is less than the closing moment.
What are the typical reasons and symptoms for the failure of the check valves?
There can be a disaster when there is a failure in the check valve while you are using the equipment to handle the liquids. So, you need to understand and start looking for the reasons for the failure of check valves as early as possible. It prevents costly repairing and downtime.
Reasons for the failure of the check valve:
You are dependent on the check valve if you are using the system to transport the liquids through pipes. It permits the flowing fluid in a single direction to avoid the the backward direction by opening and closing. It is the response of the hydraulic pressure. Below are the main reasons for the failure of the valve:
1) Incorrect assembling and installation:
If there is incorrect assembling or installation of the valves, then you need to check the settings gain to resolve the issue. It is essential to choose the correct check valve according to the application and correctly install the valve.
2) Less maintenance:
To avoid the failure of the valves, regular maintenance is essential. If you see any area indicating wearing and tearing, you need to change the valves as early as possible.
3) Reverse flow:
There is reverse flow whenever the water starts flowing upstream of the check valve. It is very dangerous and expensive when it is happening at the pump’s discharge. This makes the pump keep spinning in the backward direction. Also, it damages the pump with the passage of time. To avoid facing this problem, make sure that the valve is working accurately that it is tight shutoff and fast closing.
4) High-temperature:
All the valves fail early when the applications start running at high temperatures. Keep an eye on all the check valves and replace them as soon as possible if they wear and tear.
Symptoms of the valve’s failure:
The valves start emitting the warnings whenever something goes wrong. The check valves start making noise or start vibrating when it is broken. The unusual noises can also indicate the “water hammer”, that high-pressure occurs whenever the fluid starts changing the direction or stops flowing. It causes the disc starts crashing inside the valve. The valves start chattering while repeatedly opening and closing due to their oversize. There is the possibility of leakages in the valve at this stage.
What are the reasons for wearing out the discharge valve?
Below are the factors that are the main reasons for wearing out the discharge valve:
- Leakage of the air:It occurs when the small size of crack or dent inside the cylinder permits the air to leak. Here, the air compressor requires oil to run at an optimum level. The more air starts to leak, the less oil is available for usage. The little amount of oil can be the reason for drying out of the valves. It also results in the wearing and tearing in the long term of the essential parts like pistons and valves.
- Temperature:The air compressed in the compressor requires the heat at an extreme level. The parts of the compressor also get hot. Whenever the heat is in excess, there can be a chance of deformation in the discharge valve
- Level of compression: The gas to liquid ratio in the air compressor is different from one unit to another. It denotes the amount of air in the liquid that can be different from system to system. It results in unbalancing between the systems whenever there is compression from the pressure and volume.
- Exposure from outside:Since the location of the air compressor is in the discharge valve. it is exposed to dirt and dust particles that can be the reason for the damage to the discharge valve
- Maintaining improperly: Always keep in mind that your air compressor needs maintenance. It always requires inspection on a regular basis and lubricating the essential parts to increase the life span of your equipment.
- Less lubrication: if you want your air compressor to work properly, keep lubricating your equipment more often. Apply the oil on the compressor from the seal areas where there are traces of the oil from earlier maintenance.
What are the types of pneumatic valves?
Following are the different types of pneumatic valves:
- Flow controlling and needle valves: It controls the level of pressure and pneumatic flow. It is available in steel, brass and stainless steel, along with the seal in the stem present in fluorocarbon.
- Manifold valves: there are a variety of options available along with the flexibility
- Pneumatic check valves: They providess safety in avoiding the flow in the backward direction. It is also helpful in accurately keeping the flow. These valves are of brass and stainless steel and offer female to female configuration along with the soft poppet
- Ball valves and plug valves: available in different options: brass, stainless steel, plating of chrome, and brass and carbon steel. They are present in economical to high-quality ranges.
- Manual and mechanical valves: there are two or three positions along with the three- or four-way passages. You can also select the option of pushing and pulling handles, the pedal of foot and lever in parallel or perpendicular direction.
- Inline valves: There are three types of these valves: spring return, offset return, air return and assisting in air return or spring. These are the mounting inline pneumatic valves as an option.
Which types of valves do the oil and gas industry use?
Generally, the selection of the valves is according to the industrial requirements. You can select different valves for the same purposes but they may cost differently. Therefore, it shows that the selection of the valve is not dependent on the operational requirement but also from the financial perspective. Following are the various categories of the valves that the piping industries are using:
Gate valve
It is the typical kind of valve used by the the piping industry. These valves only support the linear motion, like starting and stopping the flowing medium. While working, there are two working positions of the gate valve: fully opening and closing position. The gate valve is helpful in the flowing system for transporting the air, steam and fuel gas.
Pressure relief valve
The automation of these valves is through the spring and provides protection to the pipe systems. The pressure relief valve is quite helpful in returning the desired pressure whenever there is excess pressure.
Globe valve
Generally, the purpose of using the globe valve is to start, stop, and regulate the fluid flow. It is used in the systems where there is a need for flow controlling and managing the leakages. The cost of globe valves is more than the gate valves.
Pinch valve
You can also call it the clamp valve. It is best suitable for handling the liquids that consist of the large number of solids suspended inside them. The pinch mechanism is used in this valve to stop, control and stop the flows.
Check valve
It avoids any backflow that exists in the system of pipes automatically. It activates itself whenever there is pressure inside the fluid from the pipeline opening the valve. If there is any flow in the reverse direction, then it will close the check valve.
Needle valve
The design of the needle valve and globe valve is the same. The only difference is a disc similar to the sharp-needle that is not present in the the globe valve. it is suitable where the systems of the pipes are of small diameter wherever
Ball valve
These valves act in a short time and turn around 90 degrees angle to control on and off easily. It is the best choice for regulating the flow even if they are faster compared to the gate valves.
Butterfly valve
It is quarterly turning and rotating of the valves that help start, stop, and regulate the flow. You can consider it for the large size applications as it is light-weighted and takes less space.
How can you select the valve for the safe working and providing protection to the pump stations?
Selection of the valve for the pump station:
The proper selection of the valve helps in assuring the safety of the pump stations. It is challenging for the owner as well as for the engineer. The primary considerations are breaking the pipelines, failures in the fittings and connectivity. Earlier in the designing process of the pump station, there needs to be the collection of the technical parameters for a better understanding of the system. The fluid characteristics, size of the valves and ranges of the flow help decide the correct valve for the pump station. You can also consider and evaluate the actuation of the control valve. There is also the involvement of the relief valves along with the sizing wherever it is applicable. You also need to determine the options for the valve solutions. It would help if you considered the cost of different operations and compare the starting price.
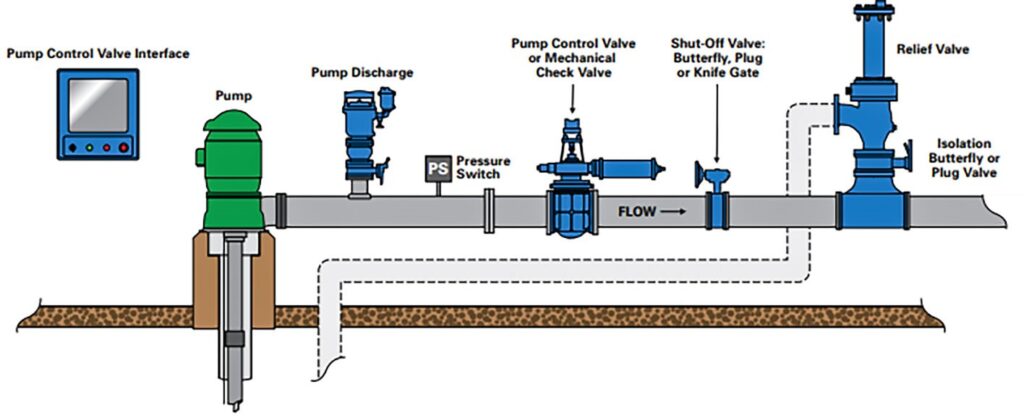
Role of check valves, relief and control valves in pump stations:
Usually, the control valve is closed to stop any flow in the reverse direction when the pump is off. Its opening is at the controlling speed after starting the pump. For normally initiating shut down, the control valve is closed against the pump running at a particular rate. If any power failure occurs while pumping, the control valve of the pump closes automatically. A pump control interface is a controller for sequencing properly and pumping the control valve to proceed startup and shown processes for normally operating.
Check valves help avoid the flow in the backward direction from the closing of the pump before any occurrence of reversal. The installation of the relief valves is downstream of the check valves. It is on the header of the pump’s discharge and connection with the inlet and leads to the outlet of the pipe. The relief valve opening is really quick whenever there is a the rise in the pressure in the system and permits the fluid to start discharging from the system. There is the limit on the compression of the liquid, and the valve will remain open when the pressure of the system exceeds the settings of the relief pressure of the valve. Now, gradually the valve starts to close at a specific rate—the pressure of the system is also below the setting of the relief pressure. The valves releasing the air start removing the air pockets from the higher points of the pipeline and causing restrictions in the flow. These valves release a large amount of air whenever there is the filling of the air in the pipeline and release the pipeline during the draining out of the pipeline.