
The use of low fugitive valves can reduce VOC emissions. Currently, the standards that are generally applicable to fugitive leakage type testing of turn 1/4 week valves are API 641-2016 “Type testing of fugitive leakage of turn 1/4 week valves” and ISO 15848-1-2015+A1- 2017(E) “Industrial valves – Fugitive leakage measurement, test and qualification procedures.
Standard Analysis
- API 641-2016 Standard API 641-2016 standard specifies requirements and acceptance guidelines for fugitive leakage type testing of turn 1/4 week valves. The type testing of valves is based primarily on the U.S. Environmental Protection Agency EPA method 21 regulation on methods for detecting and evaluating the fugitive emissions of volatile organic compounds.The API 641 standard applies to valves with nominal sizes ≤ NPS 24, pressure ratings ≤ Class 1500, and pressure-temperature ratings ≥ 6.89 bar.The API 641 standard specifies that the type test medium shall be a minimum purity of 97% methane, the test method is suction gun method. Valve sealing system throughout the test process does not allow any adjustment, the dynamic and static measurement of leakage at all measurement points are <0.01%. API 641 standard specifies that the test valve should be subjected to 610 mechanical cycles and 3 thermal cycles, mechanical and thermal cycles should be in the valve is at ambient temperature at the beginning. The turn 1/4 week valve test cycle is shown in.
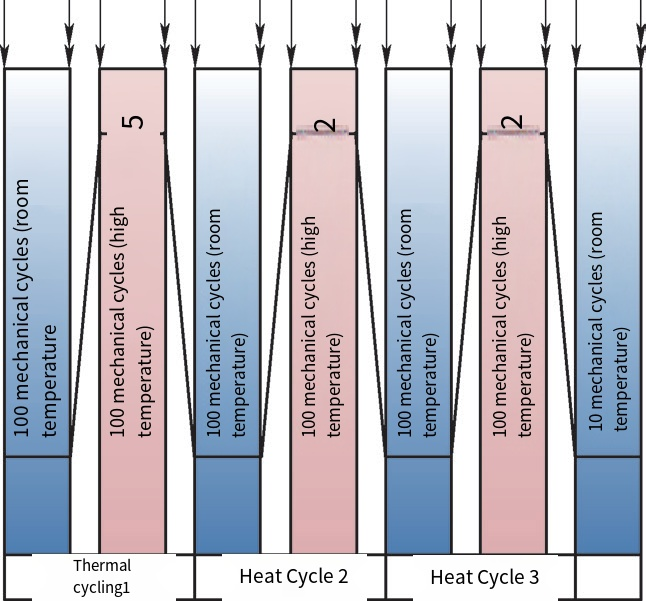
Figure 1 turn 1/4 week valve test cycle
API 641 standard according to the maximum temperature rating of the test valve grouping, to 260 ℃ as the cut-off point, the test valve is divided into groups A ~ F, and each group of valve test parameters T e, P e and P a made provisions. Turn 1/4 week valve grouping see figure 1.

- ISO 15848-1-2015 standard ISO 15848-1-2015 standard specifies the type test and qualification procedures for stem sealing systems and body connections of shut-off valves and control valves used for fugitive air pollutants and hazardous fluids. The ISO 15848-1-2015 standard divides the test valves into shut-off valves and control valves, and specifies three different numbers of mechanical and thermal cycles respectively. The durability ratings of shut-off and regulating valves are shown in figure 2.
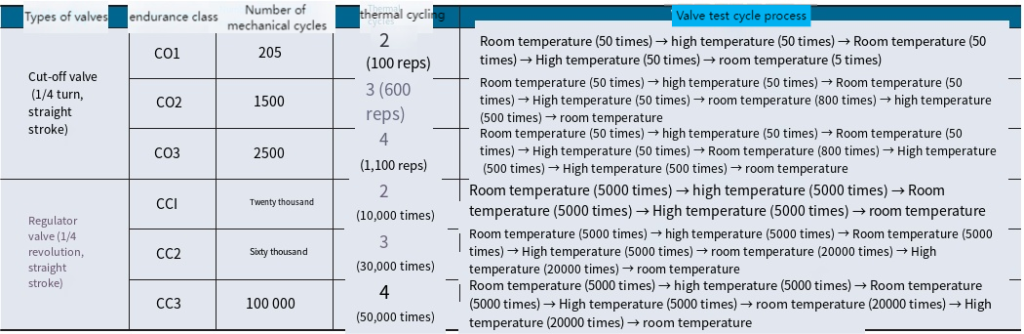
The ISO 15848-1-2015 standard specifies that the medium for the type test shall be helium with a minimum purity of 97% or methane with a minimum purity of 97%.The ISO 15848-1-2015 standard, depending on the test medium, respectively Specifies the sealing level at the stem seal and the leakage from the valve body seal. Adjustments to the valve sealing system are permitted throughout the test. The leakage at the stem seal is shown in Figure 3 and 4.

Figure 3 Stem sealing grade (helium)

Figure 4 Stem seal ratings (methane)
The revision of the ISO 15848-1 standard published in 2017 adjusted the room temperature range to 5 to 40°C, replacing the room temperature range of -29 to 40°C in the revision published in 2015. As a result, the test valve temperature class was adjusted from group 5 to group 6.
Comparison of API 641-2016 and ISO 15848-1-2015 standard API 641-2016 standard is grouped according to the maximum temperature rating of the test valve, as can be seen in Table 1, the valve thermal cycling test at high temperature Te ≤ 260 ℃, the valve high temperature test pressure Pe and room temperature test pressure Pa maximum value does not exceed 41.4bar. ISO15848-1-2015 standard will be divided into six groups of temperature ratings, from Table 5 can be derived from the valve thermal cycling test high temperature T test maximum valve of 400 ℃, the valve high temperature test pressure for the test The high temperature test pressure of the valve is the permissible rated pressure of the shell material at the test temperature, and the normal temperature test pressure is the rated value of the pressure temperature of the shell material.

Figure 5 temperature level
The API 641-2016 standard requires 610 mechanical cycles and 3 high temperature cycles for all test valves meeting the grouping requirements in Table 1.The ISO15848-1-2015 standard provides a clear delineation and specification of test valve endurance classes. In addition for sealing grade, ISO15848-1-2015 standard is more detailed than API 641-2016 standard, in a way, API 641-2016 standard requirements for sealing grade is more detailed than In a way, API 641-2016 standard has more strict requirements for sealing grade than ISO15848-1-2015 standard.A P I 641 standard stipulates that the test method is suction lance method.ISO15848-1-2015 standard adopts the vacuum method for stem sealing grade AH; for stem The ISO158481-2015 standard uses the vacuum method for stem sealing class AH; for stem sealing classes BH and CH, the vacuum method or wrapping method is used; and for the leakage from the valve body sealing, the suction lance method is used. In the extension of the guidelines for non-test valves, API 641-2016 standard requires that the tolerance grade and surface accuracy of all components affecting the sealing performance is the same as that of the test valves, while the ISO15848-1-2015 standard only requires that the stem seal and the valve body seal materials and valve structure is the same as the test valve. Secondly, ISO15848-1-2015 standard does not require the range of total sealing device height of the valve, while API 641-2016 standard requires the dimension of total sealing device height to be 75% to 125% of the test valve. Taking the Class600 metal hard seal butterfly valve prototype of BCST Group Co., Ltd. as an example, the valve body material is CF8M, and the labeling certificates of low leakage level at the valve packing are taken from API 641-2016 and ISO15848-1-2015, respectively. Comparison of the two type test parameters is shown in Figure 6.
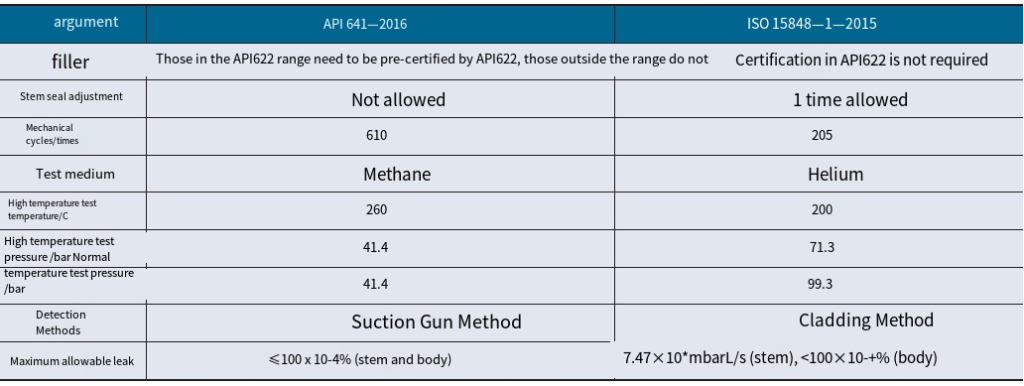
Figure 6 Comparison of type test parameters.
Discussion of common problems in the type test process
- Leakage exceeds the standard prototype in the test cycle, when the leakage exceeds the standard value, it means that the prototype type test failure. Therefore, the sealing performance of the stem seal and the valve body seal is crucial to the entire test process. Valve body seal leakage point is usually the end of the flange and the test pressure blind connection, the pressure class> Class300 valve, the valve body end flange and the test pressure blind sealing general selection of octagonal gasket. The test verifies that the octagonal pad has poor repeatability, and the sealing performance cannot meet the requirements after the second assembly. BCST Group Co., Ltd. proposed a new type of flange sealing structure, the spacer ring and winding gasket used in combination, the test verified that the structure of the sealing performance is good, the end of the flange sealing at the leakage is far less than the standard value. In order to ensure that the stem seal leakage, in the selection of packing should choose low leakage packing, stem, stuffing box tolerance can refer to API 622 standard 4.1.1 all the provisions of the requirements or the implementation of the packing manufacturer’s recommended values. There are two main types of commonly used low leakage packing, one is braided packing and the other is combination packing. Different types of packing are assembled in different ways, and special attention should be paid when assembling the prototype. The test verified that two different types of packing in accordance with the corresponding assembly method can meet the requirements of the valve fugitive type test after assembly. The disassembled packing is shown in Fig. 2 and Fig.3.

Figure 2 Braided packing

Figure 3 Combined packing
- Bearing jamming prototype in high temperature test cycle, often appear valve switching time becomes longer, the drive device torsion or abnormal noise. As the valve works under high temperature conditions, the fit clearance between the stem and bearing decreases due to thermal expansion, especially when they are made of different materials with different coefficients of linear expansion, which may lead to stem and bearing jamming at high temperature, so the fit clearance between the stem and bearing needs to be corrected. Usually, the production charts marked on the size of the fit tolerance is 20 ℃ as a benchmark, for high-temperature conditions under the work of the valve, the stem and bearing fit clearance correction formula for:
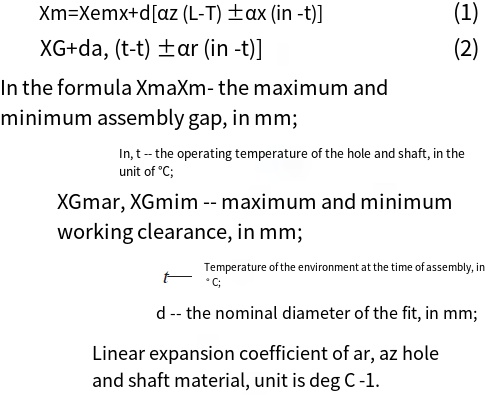
In equations (1) and (2), the negative sign is used in the case when the temperature is increased and the size of the hole is enlarged; the positive sign is used in the case when the temperature is increased and the size of the hole is reduced. In order to prevent the bearing from jamming, in addition to the need to correct the fit gap between the valve stem and the bearing, it is also necessary to carry out hardening treatment on the mating surface of the valve stem and the bearing, the outer surface of the valve stem and the inner surface of the bearing are sprayed with cobalt-based alloy, to ensure that the difference in the hardness of the hardness of the two mating surfaces between the two ≥ 5 HRC. Through the correction of the mating gap between the bearing and the valve stem and the hardening treatment of the surfaces, the prototype machine, after enduring 610 mechanical cycles and 3 high temperature cycles, the valve stem and the bearing mating surface did not appear occlusion. After 610 mechanical cycles and 3 high temperature cycles, there is no occlusion, pitting, wear and abrasion on the mating surface of the stem and bearing. The disassembled stem and bearing are shown in Figure 4 and Figure 5.

Figure 4 Stem surface hardening treatment area

Figure 5 Bearing inner surface hardening treatment area
In conclusion
In recent years, the national environmental protection department has put forward higher requirements for VOC emissions from petrochemical plants, and more and more design institutes and owners require valve manufacturers to hold the fugitive leakage type test certificate of API 641-2016 or ISO 15848-1-2015. Valve manufacturers produce valves that meet the requirements of fugitive emissions standards. By analyzing and comparing the fugitive leakage type test standards, as well as analyzing the common problems in the type test process, it can provide a reference for the design of low fugitive valve and fugitive leakage test.





